
深圳市康能富盛壓鑄制品有限公司
IATF:16949汽車體系認證、ISO9001體系認證,二十年壓鑄品牌
全國客服咨詢熱線:
? ? ?0755-81793686 ? ??15012689472
深圳市康能富盛壓鑄制品有限公司
IATF:16949汽車體系認證、ISO9001體系認證,二十年壓鑄品牌
? ? ?0755-81793686 ? ??15012689472

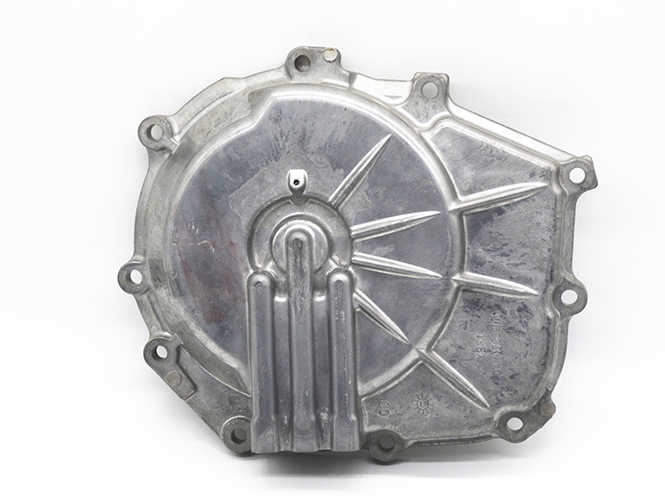
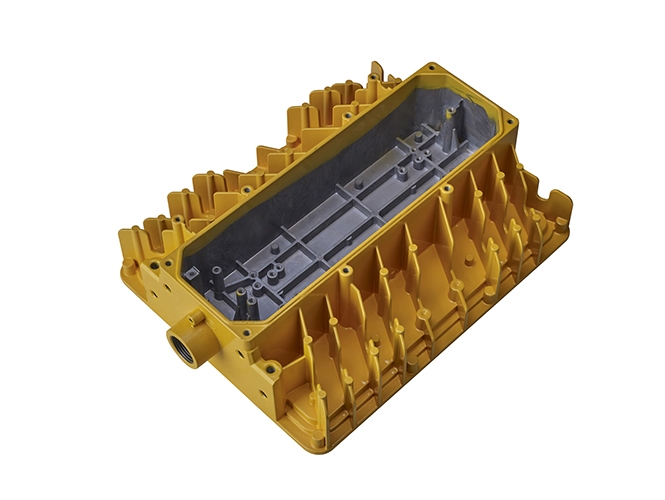
深圳市康能富盛壓鑄制品有限公司是一家集模具制造、壓鑄成型(鋅、鋁合金)、后續加工等一站式服務的制造型企業。
備案號:粵ICP備19039889號 | 網站地圖 XML地圖
模具高速切割工藝是鋁合金壓鑄件不可缺少的。模具是消費品、電子電器、汽車、飛機制造和其他重要工業部門的重要工藝設備。在發展模具制造行業中,提高模具生產技術水平和質量至關重要。這種高速切削工藝可顯著提高模具生產效率、模具精度及使用壽命,在國外已逐步取代電火花精加工模具,并在國外已廣泛應用于鋁合金壓鑄廠,成為我國鋁合金壓鑄行業的主流產品。
在模具加工中應用高速切削的優點。
模切工藝具有單個零件小批量、幾何形狀復雜等特點,加工周期長,生產效率低。常規模具加工工藝中,精密淬硬模常采用電火花修光工藝和人工修光工藝,后期加工要耗費大量時間。鋁壓鑄廠開發模具加工工藝的主要目標是縮短加工時間,降低生產成本。近幾年來,在模具加工過程中,出現了高速切削、CAD/CAE設計仿真、快速原型制模、電火花銑削成形及復合加工等新技術,其中引人注目、有效的是高速切削加工。
快速切削加工模具是利用高轉速、高進給速度,以切削方式完成模具的多道生產工序。快速切削加工模具的優勢在于:它具有如下特點:
①高速切削的粗、半精加工,大大提高了切割效率。
②使用高速切削機床、刀具及工藝,可以加工硬化材料。小模具,粗精加工經熱處理后可一次性夾緊,大模頭經熱處理、粗、精加工,經熱處理后精加工。
③高速高精度硬切削替代光整加工,減少了大量費時的手工修磨,比電火花加工效率提高50%以上。
④硬質切削加工終成形表面,改善表面質量、形狀精度(不僅表面粗糙度低,而且表面光亮度高),在模具加工中應用較多。
⑤防止電火花及磨削產生的脫碳、燒焦及微裂紋現象,使模具表面損傷大大降低,模具壽命提高20%。
③工件發熱少,降低切削力,熱變形小,結合CAD/CAM技術對電極進行快速加工,尤其是形狀復雜、薄壁類易變形電極。
對于模具加工而言,高速切削的優點是顯而易見的,但模具高速切削加工成本卻很高,工具使用要求很高,需要有復雜的電腦編程技術作支撐,設備運營費用高,所以,由于技術等方面的原因,我國在高速切削加工模具上的應用較少,迫切需要解決如何選擇和應用模具高速加工的機床、高速切削刀具、合理的加工工藝、刀軌程序設計及工藝試驗等一系列問題。
高速切削工具用于加工模具。
在選用高速加工模具時,應注意以下幾個問題:
(1)要求機床主軸功率大、轉速高,滿足粗精加工要求。模具采用小直徑刀具,主軸轉速在15000~20000rmp以上。錠速小于10000rpm時,可進行粗、半精加工。在大型的模具生產中,如果需要同時滿足粗、精加工要求,那么選擇的機床有兩個轉速的主軸,或者兩個規格的電主軸。
(2)機床快速送料對空程的要求不太高。但是,要有較高的加工進給速度(30~60m/min)和大加料速度。
(3)高速,高精度控制系統,高精度插補,輪廓前視控制,高加速度,高精度位置控制等功能。
(4)選擇CAD/CAM軟件來配合高速機床,尤其是高速切削模具所用的軟件。
五軸機床在模具生產中的應用逐漸增多,與高速切削配合模具具有如下優勢:
①可改變刀具切削角度,改善切削條件,降低刀具磨損,有利于保護刀具,提高刀具壽命;
②柔性加工路線,減少刀具干涉,可加工具有復雜表面形狀的模具和深腔模具;
③加工范圍廣,適用于各種模具的加工。
五軸機床一般分為工作臺式和銑頭式五軸機床,可根據鋁合金鑄造廠經常開發的模具類型來選擇。在銑頭五軸機床中,可以更換銑頭和更換電主軸頭的五軸機床,可以分別用于模具的粗、精加工。
高速度切削刀具工藝。
采用合適的刀具進行高速切削加工。由于采用硬質合金涂層刀具,聚晶增強陶瓷刀具具有高硬度的刀刃和高強韌性兩種刀具,促進了高速加工的發展。聚晶立方氮化硼(PCBN)刀片硬度達到3500~4500HV,聚晶金剛石(PCD)硬度達到6000~10000HV。近幾年來,德國SCS,日本三菱和住友,瑞士Satwick,美國肯納飛碩等國外知名刀具公司相繼推出了各自的高速切削刀具,其中不僅有普通結構鋼高速切削刀具,也有陶瓷刀具和其他超硬刀具直接高速切削硬化鋼,特別是涂層刀具對淬硬鋼的半精加工和精加工具有重要意義。
當前,我國高速加工刀具的發展與國外相比還存在很大差距,而且由于進口刀具價格過高已成為阻礙其應用的一個重要因素,我國鋁合金壓鑄廠的技術進步也受到了一定的影響。






 淘寶旺旺
淘寶旺旺