
深圳市康能富盛壓鑄制品有限公司
IATF:16949汽車體系認證、ISO9001體系認證,二十年壓鑄品牌
全國客服咨詢熱線:
? ? ?0755-81793686 ? ??15012689472
深圳市康能富盛壓鑄制品有限公司
IATF:16949汽車體系認證、ISO9001體系認證,二十年壓鑄品牌
? ? ?0755-81793686 ? ??15012689472

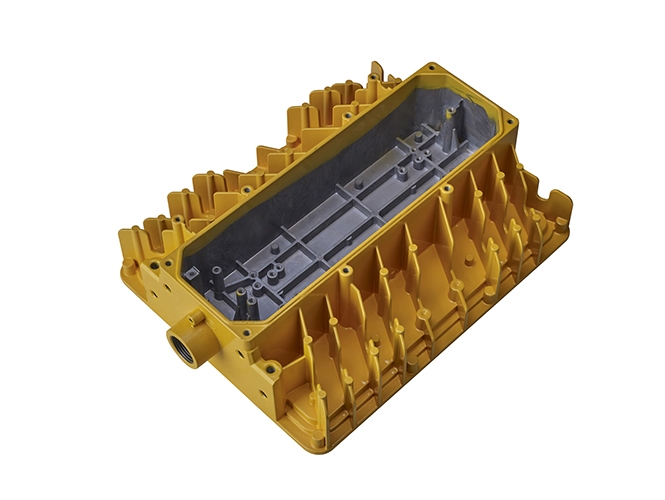
深圳市康能富盛壓鑄制品有限公司是一家集模具制造、壓鑄成型(鋅、鋁合金)、后續加工等一站式服務的制造型企業。
備案號:粵ICP備19039889號 | 網站地圖 XML地圖
鋅壓鑄模具的溫度如何控制?鋅合金壓鑄件的表面溫度控制對高質量壓鑄件的生產至關重要。鋅壓鑄模具溫度不均勻或不當也會導致鑄件尺寸不穩定、鑄件變形、熱壓、粘合模、表面凹陷、收縮孔、熱氣泡等缺陷。
當鋅壓鑄模具的溫差變化較大時,對填充時間、冷卻時間、噴涂時間等生產周期的變量有不同的影響。冷線的主要原因是湯的前端溫度過低,有重疊的痕跡。
改善方法:
1.檢查壁厚是否過薄(設計或制造),直接填充較薄的區域。
2.檢查形狀是否不易填充;距離太遠,封閉區域(如鰭片)(fin),凸起,堵塞區域,圓角太小,不易填充.請注意肋點或冷點.
3.縮短灌裝時間。
4.改進灌裝方法。
5.提高模溫。
6.提高湯的溫度。
7.檢查合金組成。
8.增加氣道逃逸可能是有益的。
增加真空設備可能有用。
在生產壓鑄模具時,我們不僅要控制鋅壓鑄模具的溫度。還要注意其他細節。無論這個環節出現問題,都會導致鋅合金壓鑄表面色差、表面損傷等問題,因此應做好鋅合金壓鑄的各個環節。







 淘寶旺旺
淘寶旺旺